Making a simple part on the lathe. This is EN8 steel, and I had exactly the same trouble parting this as I do with aluminium. Which is encouraging, in a way.
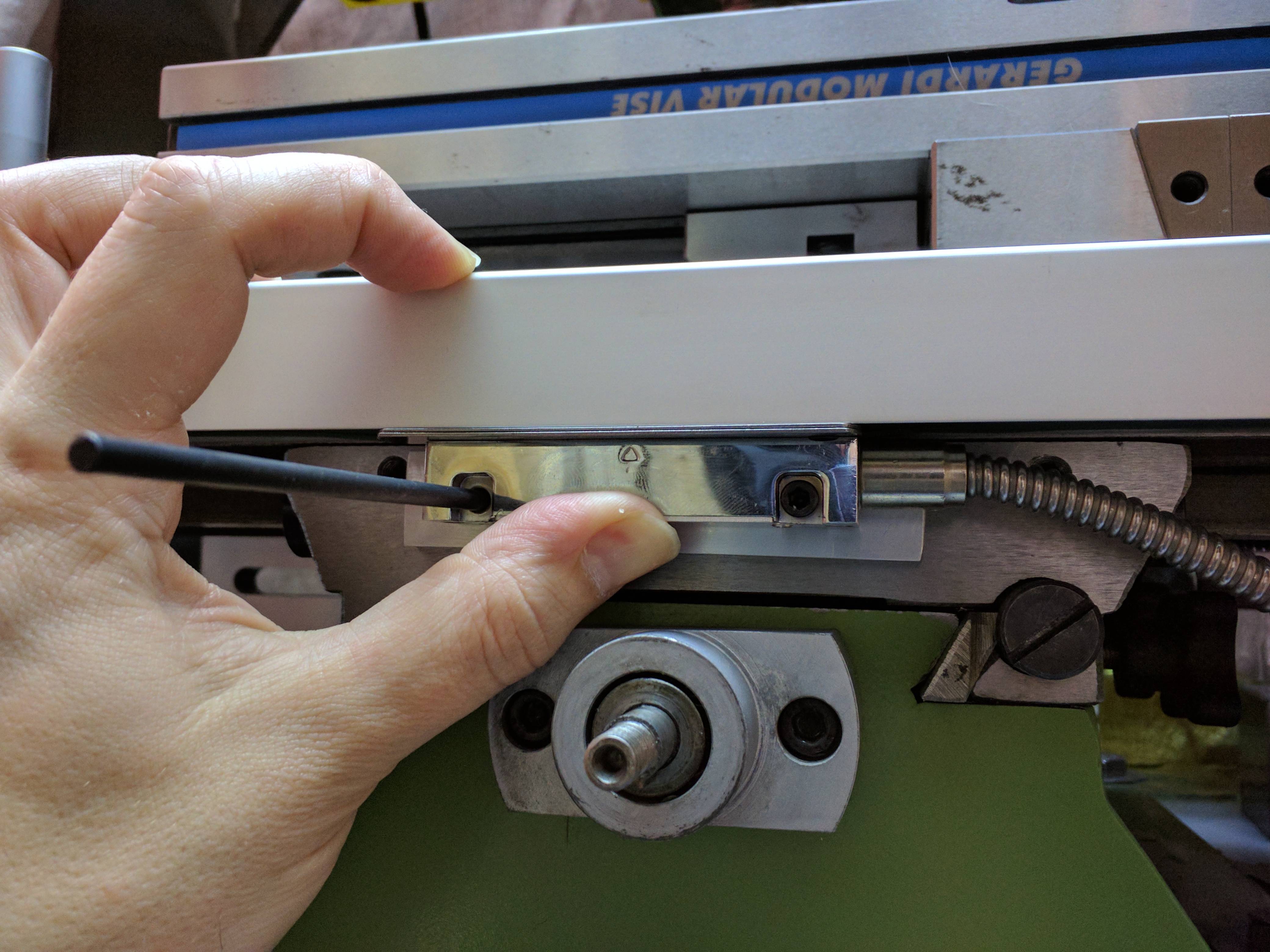
Using feeler gauges as shims to position the read head with a slight preload.
I used a transfer punch to mark the locations for the M4 holes.

The lathe part is the Square-O-Matic™. Since I'm using a hand drill on a fairly expensive machine I wanted some assurance I'd get the holes square. It works reasonably well when I'm not trying to take a photo at the same time.

Everything was going so well...

I don't know how, but I got the remains of the drill out with a thin screwdriver. Looking down the hole I think I might have broken through the other side, which is probably what broke the drill.

The drill broke after both holes were deep enough, so I can continue with tapping them M4.

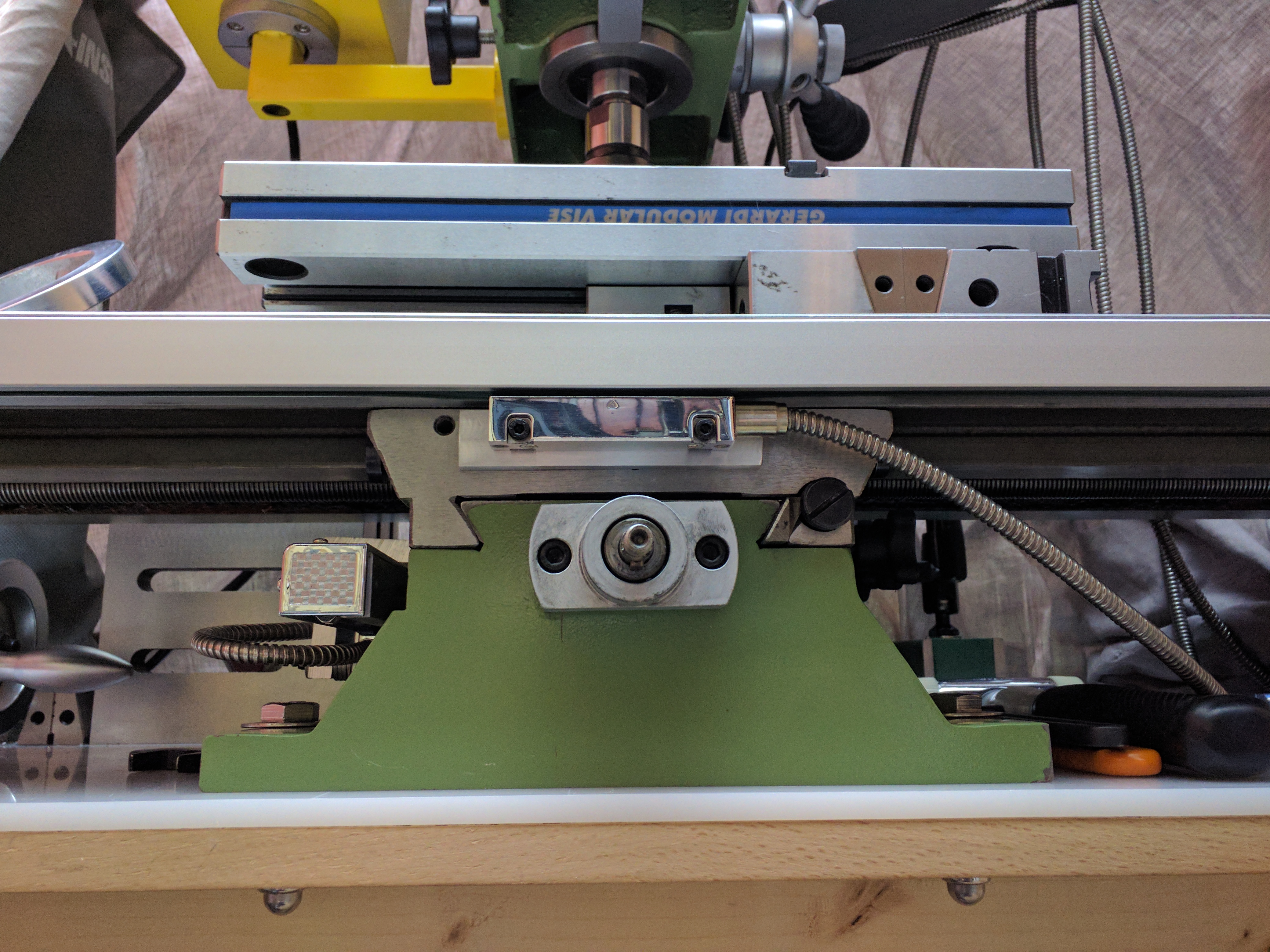
Everything tightened and ready for testing.
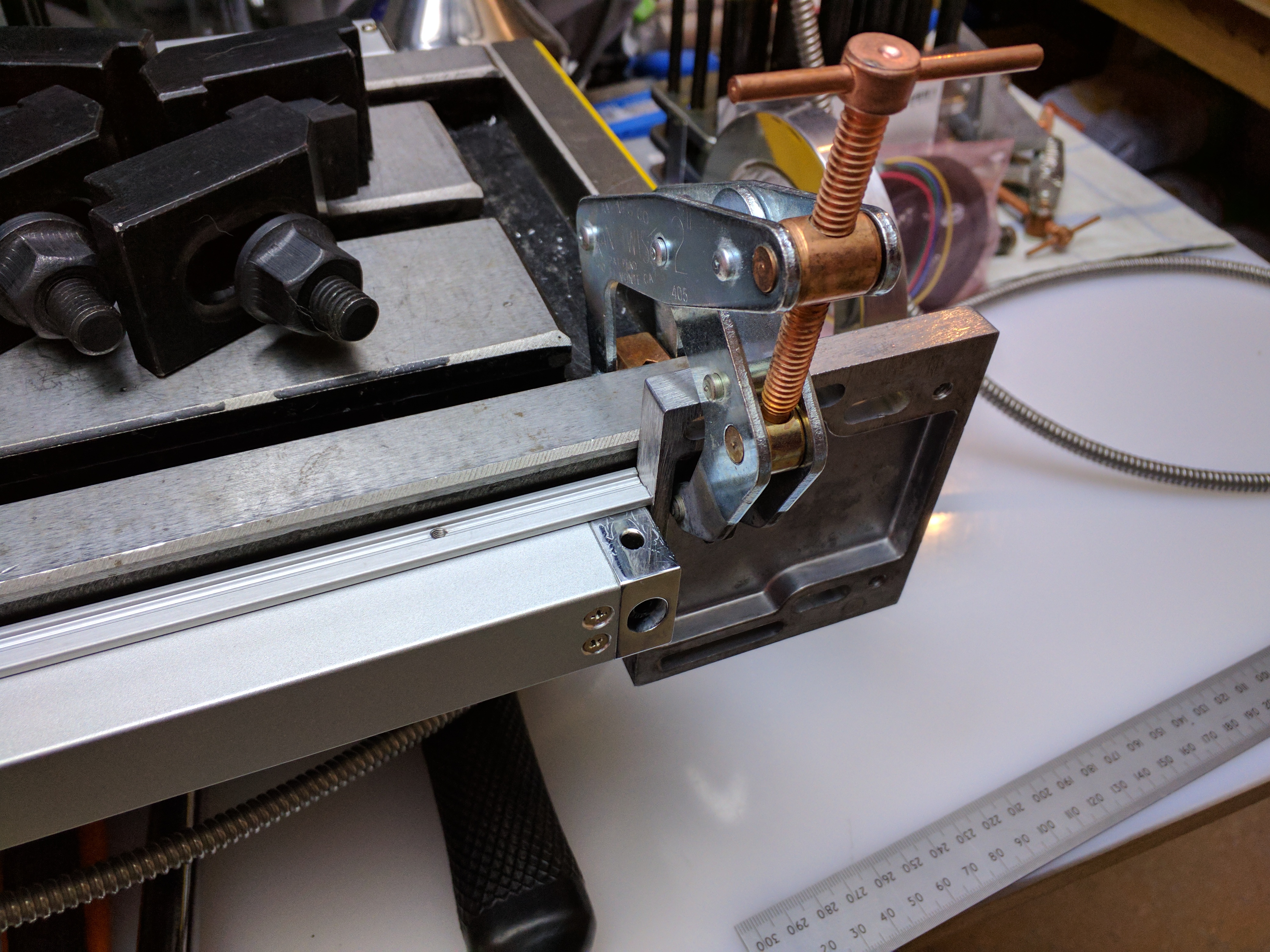
I moved the table to ±200mm and marked the read head position on the scale, so I can offset it to match the offset of the head.
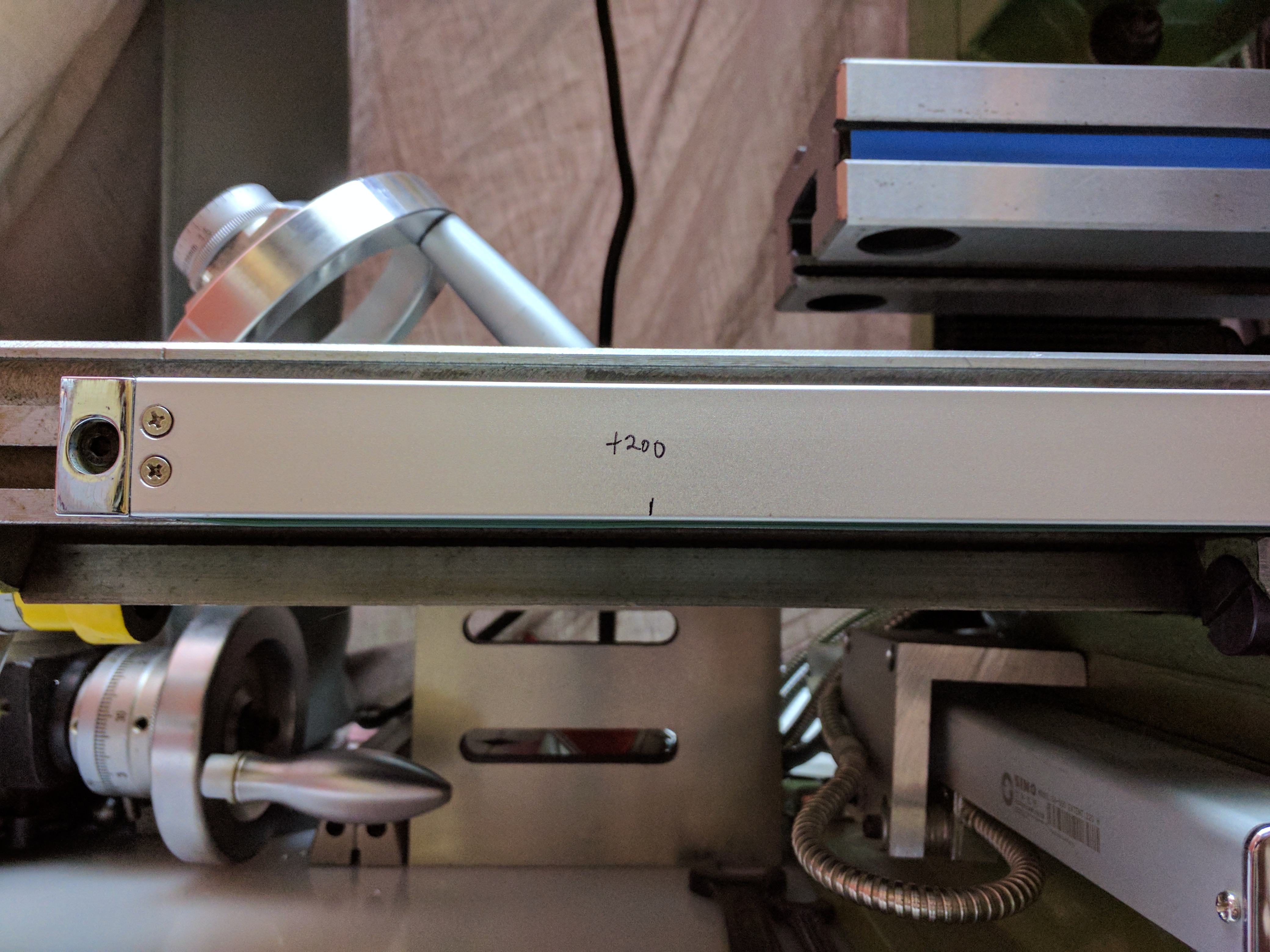
A spare bit of metal clamped to the table serves as a zero reference.
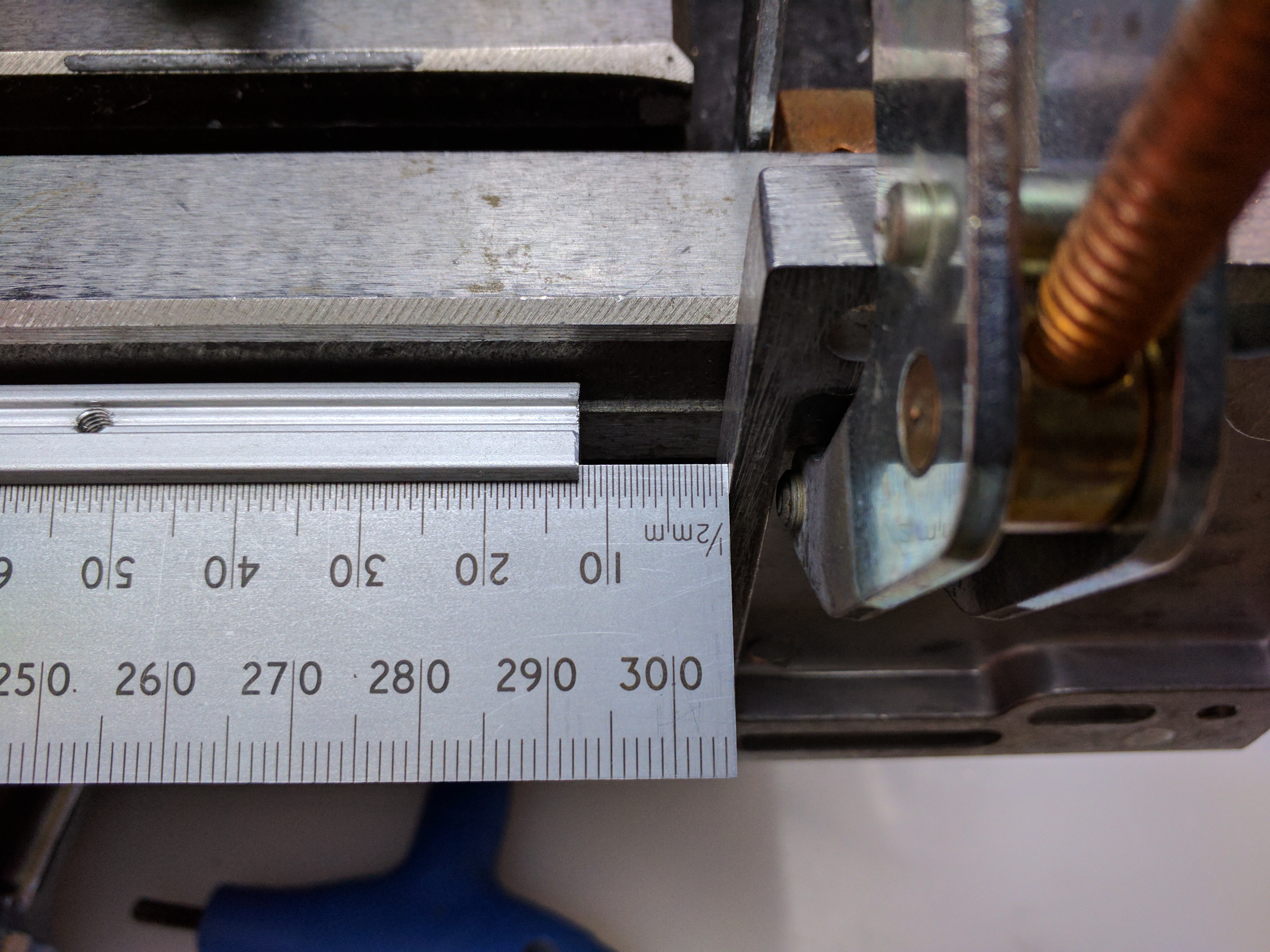
The scale is now offset 12.5mm left. The table travel is 494.8mm so the entire travel fits in the 500mm scale.
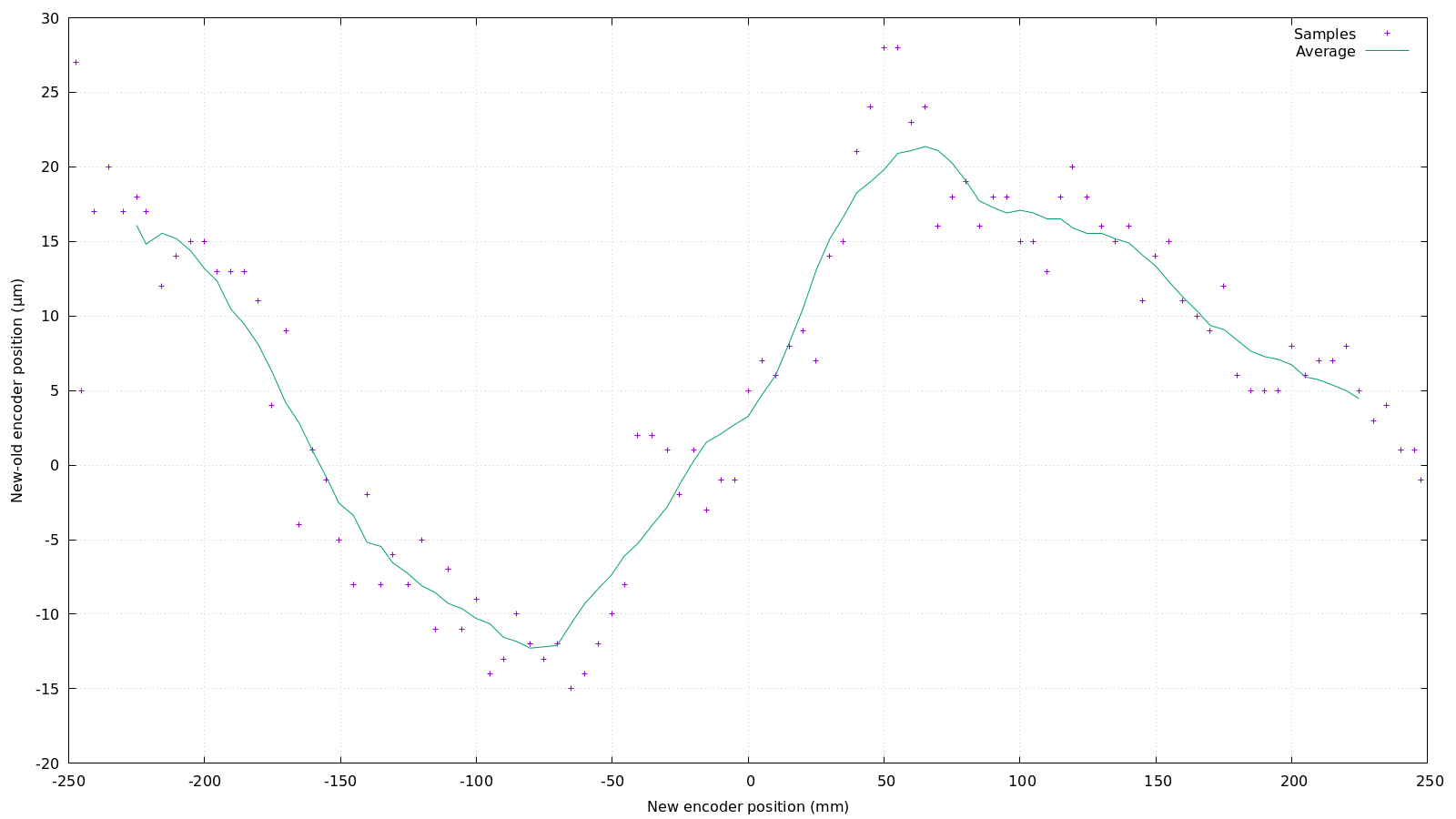
I moved the table the full travel and recorded both encoders' position about every 5mm. I'm satisfied the new encoder is working correctly, and curious if the turning points coincide with the points at which the table seems to move in Z and the wheels tighten up.